1. Process Layout
The arrangement of equipment and machines in an industrial unit is done sometimes on a single line which depends on the sequence or order of operations necessary for the product. Also, the movement of different materials i.e. raw material, semi-finished goods between workstations is in a sequence and no deviation is there in this movement.
There is a single sequence in which machines are grouped together under process layout. So, there is an input of raw-material in the first machine and there is a free movement of finished goods from one machine to another machine. An output that is generated from one machine is used as an input of the next machine. For example, in the case of a paper manufacturing mill, input i.e. bamboos are used as input at one end of the machine and final outcome i.e. paper is the output generated from another end of the machine.
There is a fast movement of raw material between different workstations and the storage of raw-material in work-in-progress is the minimum. Below are the general principles based on which, the grouping of machines is considered:
- As per the requirement of the sequence of operations, all the machinery or other related equipment must be placed.
- One line should not cross another one at any point. In other words, no point should be there where lines cross each other.
- The material as an input can be used wherever needed for assembly and it is not necessary at a single or particular point.
- A line must include all the operational activities such as testing, assembly, packing, etc.
This layout considers different services, machines, and processes as a part of a group that is formed according to their function. This layout is also termed as functional layout occasionally because this includes the characteristic of batch production and job shops. Usually, machines of general purposes that are rapidly changeable to new operations are used in the process layout.
For example, in the service and repair center of two-wheeler or four-wheeler, different departments or functions may be there. The arrangement of these functions or departments is according to the technical or space needs such as total working staff, machines that are installed, the average number of total vehicles that the center receives, and any other needs.
Vehicle Service Center

Below are a few steps that any vehicle has to follow while entering the center:
- Reaching office.
- Informing the concerned staff about the problem type by the customer.
- The front office staff directs the customer to take the vehicle to the concerned departments.
- The necessary service is given to the vehicle.
- Customers are further guided to make payment at the front office.
- After making the payment, the customer leaves the service center.
Merits of Process Layout
Different merits or benefits of process layout are as under:
Low Investment in Equipment and Machines
In the process layout, there are no sets of operation sequence, through which the equipment and machines are passed. So, in this layout, products of different verities in the defined standards can be developed, and also, no duplication of machines is required in such a process. Therefore, less amount of capital is sufficient because the maximum capacity of machines is utilized.
Fewer Costs related to Overheads
The risk of investments is minimized due to the low investment of capital at the initial stage. Also, this layout doesn’t consist of duplication of machines. Moreover, different machines can be operated and controlled by one operator due to the similarity of operations. So, per unit overhead cost will be lesser.
Maximum Utilization of Machines
The utilization of machines is possible up to a maximum extent as a machine is not connected to any specific product in a layout through the process.
More Flexibility
In the process layout, a lot of similar types of operations can be performed by a single machine. So, in case of a machine breakdown, another machine in the same department can perform the same operation or even a similar machine lies in another department can do the same function. So, flexibility in processing production operations is more in this layout.
Better Supervision
Process layout allows using the special skills of supervisors in a more effective or better way. In this process, a foreman is allotted machine operations of respective departments in limited form, and in a reasonable amount of time, he is able to obtain proficiency in the whole supervisory activities of that particular department such as planning, controlling, directing which come under his work preview.
Maximum Utilization of the Potential and Skills of Workers
In the process layout, it is possible to utilize the skills and potential of workers up to a maximum extent as the work is categorized in different parts and a specific part of work is assigned to each department. This results in the specialization of labor.
Demerits of Process Layout
Below are a few disadvantages or demerits of process layout:
Higher Material Handling Costs
The material handling cost is higher in the process layout because of daily routine tasks of different departments and more distances where jobs have to shift.
Bigger Space at Floor
Process layout occupies a much larger space on the floor for the purpose of the machine installation and locating various departments. Due to the large size of floor space, it is not possible to use the maximum available floor area.
More Processing Time
The time period to complete a job will be more in the production process as each job will flow between different departments in the process layout. Once the work is collected from the previous department, then it takes a huge time on machine loading.
Frequent Need for Inspection
In the process layout, different products are handled by the same production department. So, there is a frequent need for inspection before transferring the work to the next level of operation in another department. This results in more difficulty and inefficiency in inspection work.
2. Product Layout

Product layout or line layout is concerned with locating machines and other auxiliary services as per the product’s processing sequence. Its main focus is on the sequence of operations related to production or assembly which is required for a product or any of its part’s assembling or manufacturing. Usually, product layout is beneficial for industries that have mass or continuous production such as oil refining, automobile assembling, cement manufacturing.
In product layout, if there is a large production volume of one or more than one product, then facilities can be aligned for achieving the flow of materials efficiently and lower cost/unit. For this, machines for a special purpose (specialized machines) are utilized to perform the desired tasks in a fast and reliable way. Unlike process layout, this layout is not flexible because this is specifically meant for developing or assembling a single product.
This type of layout can be seen in flow shops where there is a repetition of assembly. Repetitive and highly standardized processes are required in flow shops to develop more standardized products in high volume. The arrangement of resources in the product layout is in a particular sequence as per the routing schedule of the products. Through this sequential layout, the whole process is arranged in a straight line. The line flow can be further divided for the smooth utilization of equipment and workers in the entire operation.
Line balancing is used mostly to enhance the efficiency of product layout. Line balancing is the method of assigning different tasks to different workstations in a way that the requirement of time is approximately equal at workstations.
Merits of Product Layout
Smooth Production Flow
The whole process of production is integrated into the product layout. So, there is no possibility of any blockage of production in various production stages. Thus, this layout ensures the smooth flow of production.
Cost of Material Handling is Lesser
In Product Layout, the arrangement of machines is according to the sequence of operations, so, backward and forward movement is not there. This results in minimizing material handling costs and time. Also, it eliminates the cost of transportation that is included in transporting materials among different machines.
Lower Work-in-progress
In Product layout there is a continuous and hassle-free production process, so, the work-in-progress is also less. The requirement of both investment and storage space is also less for work-in-process.
Utilization of Space in Optimum Way
Due to the sequence of machines, the available space can be used in a proper manner. Also, if the space is congested, then also, machines can be arranged properly as these can be organized in U shape.
Use of Resources in Effective Way
The effective utilization of resources is possible in product layout as it supports minimizing the movement of workers, lowering down the work-in-process, reducing wastage, continuous production process, etc.
Effective Supervision
It is easy to supervise and control the production process as the process is integrated. There is an integration of inspection points into the production line.
Control Over Production
The product layout facilitates production control due to the continuous production process. Planning operations can be easy for the management and they may take measures to finish the operation work as per the plans.
Time-Saving
The product layout helps in minimizing the time used for transporting materials because materials can be transported using different automated equipment like conveyor belts. This supports saving a sufficient amount of time.
Demerits of Product Layout
Rigid System
The product layout has an issue of flexibility. It is not possible to make adjustments in between the production process as there is a sequence of operations being performed.
Difficulty in Expansion
Expanding production more than the capacity of production lines is a tough task.
Costly Layout
Product layout is considered a costly layout because there might be duplication of machines of similar types required for different production lines due to the arrangement of machines according to the sequence of operations.
Monotony
Product layout creates monotony because of the repetitive type of work of workers. There is very little opportunity for the worker to show their skills.
The Extra Cost of Surplus Workers
The workers, who have knowledge of working on specific machines, are lacking expertise in operating other machines. So, if any worker who is engaged in doing some specific work, is absent for a couple of days then there is an adverse effect on the whole workforce. In such cases, it may require to appoint extra workers and train them to work on different types of machines.
3. Fixed Position Layout

This type of layout allows a product to maintain at a certain place and the required resources such as machinery, equipment, manpower, material, etc. are transported to the product’s location. In other words, the location of the main element or part of the product remains fixed due to its bigger size or heavy body. Also, the cost of shifting or transportation costs will be lesser in the case of moving resources as compared to the transportation cost involved in the movement of the product.
So, it is more convenient to shift the required tools, staff, equipment, and materials at the location where the product is assembled rather than shifting the product. For example, different products like airplanes, heavy ships, projects related to construction are generally manufactured through a fixed-position layout. This layout is also commonly used in different on-site services i.e. landscaping, services related to housecleaning, pest control, etc. Different companies involved in the manufacturing of boilers, turbines are also using the fixed-position layout.
A building construction needs this layout as sand, cement, bricks, labor, wood, etc. transport to the construction site. Similarly, this layout is suitable for hospitals where patients are considered the main fixed products and doctors, medical staff, medicines, and other required materials are deployed for the patient.
Merits of Fixed Position Layout
- Facilitates job enlargement and enhances the skills of workers
- The investment of capital in the layout is low
- Offers greater flexibility
Demerits of Fixed Position Layout
Cost of Equipment
In the fixed position layout, the product remains at a single place and different tools, machinery, and equipment are required to move at the location of the product. This results in high transportation costs, maintenance costs, and repair costs of equipment.
Work Schedule of Workers
A plant, which has implemented a factory position layout, needs to plan the work schedule for workers in a careful manner so that each one of them is allotted the required time to work on the particular stage of the production process. In case of the non-availability of a worker or the position of the non-working capacity of the worker, then it may slow the speed of other stages of the process. This may result in an increase in the development time of the product and the plant can experiences loss due to increased overhead costs.
Need-based Order of Material
One of the disadvantages of using a fixed-position layout is that equipment and materials must be transported at the time when these are required. Wherein, equipment and materials can be warehoused and kept in the desired workplace till they are required for the next stage of the manufacturing process.
Limited Workspace
There can be a limit on workspace due to the number of workers required in different manufacturing phases.
4. Group Technology or Cellular Layout
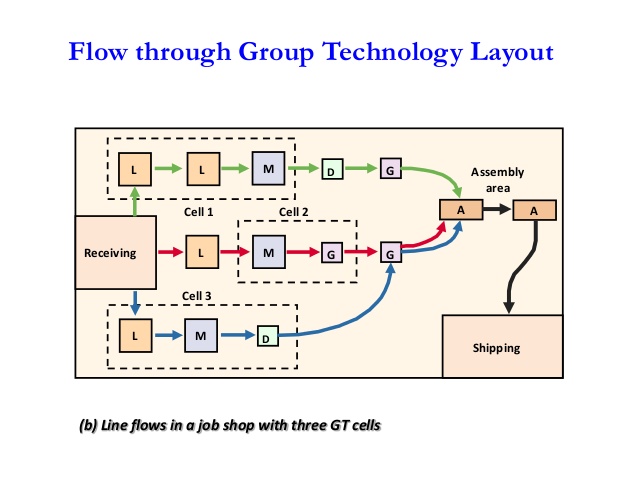
Group technology or Cellular layout is considered a technique through which it is feasible to identify and group similar or related parts involved in the process of production; for the purpose of utilizing the inherent economy of methods of the flow production.
In other words, group technology layout or cellular manufacturing layout is the type of layout in which different machines can be grouped as per the process requirements for a similar set of items or families of similar parts that require a similar kind of processing. Groups that are formed in such a way are termed as cells.
In this type of layout, cells are formed by grouping different processes. This process includes the identification of parts having similar characteristics in terms of their design i.e. size, function, and shape. And also, characteristics of a similar process i.e. required processing type, type of machinery to perform such process, and the sequence of processing.
In group technology or cellular layout, workers are given cross-training in order to enhance their skills to operate different equipment in a particular cell and be responsible for the output of that cell. In a few cases, the formation of a cell is based on using particular equipment for producing the parts of a family in which the actual movement of equipment into a physical cell is not required. These cells are termed nominal or virtual cells. By doing so, an organization can avoid the headache of rearrangement of its current layout.
The cellular layout also has an automated version i.e. flexible manufacturing system (FMS). Through this technology, a system or computer takes care of the controlling of transferring parts to the different processes. This enables manufacturers to gain a few advantages of product layouts and at a similar time, they can maintain the flexibility of the production-related to a small batch.
For example, there is a manufacturing unit that produces 10,000 parts. It may group these parts into the group of 50/60 families of parts. Each family includes a similar type of design and characteristics of manufacturing.
So, there will be similar processing of all members of a particular family. This supports generating efficiencies in the manufacturing process.
Merits of Group Technology or Cellular Layout
Reduced Cost
This layout offers different benefits such as less time in material handling, faster processing time, less set-up time, less inventory in work-in-process. This helps in cost reduction.
Increases Flexibility
Group layout or cellular layout permits for producing small batches that offer an increase in flexibility up to some extent.
Enhances Motivation
In this layout, different workers are provided cross-training to handle all machines in their cell, this helps in boosting their motivation as there is less scope of boredom. This also enhances ownership of jobs and autonomy because workers are liable for the output of their cells.
5. Hybrid layout
Combined layout types are used by most of the manufacturing units. For instance, both process and product layout can be part of the manufacturing process. Such types of combined layouts are termed as hybrid layouts.
