 Introduction
Introduction
In manufacturing or production, operations are considered processes performed on machines in order to obtain the desired output. In scheduling, work is assigned to production units with specifications of times in a detailed way. This also includes manufacturing sequence and continues till the final product is made and ready for delivery. Scheduling refines processing times to complete all the jobs or tasks on time so that the final product can be delivered to customers on time.
Operations in manufacturing or production face challenges related to keeping production in a timely and efficient manner. Many organizations face this challenge due to advancements in technology. Operations scheduling is one solution to such issues or challenges. This includes processing assigned operations or tasks to the right machines and the right labor resources.
So, to put it in simple words, operations scheduling is a process that prescribes the timelines of execution of each operation in the manufacturing or production process. As per Kimball and Kimball, Scheduling includes determining the time required for performing each operation and also, the time needed to continue the whole series of operations as prescribed.
It is crucial to utilize the available resources to ensure the completion of production on time. If operations scheduling is executed properly, it may support in increasing the revenue of the organization and decreasing the overall production time. While the appropriate allocation of different resources and materials for each job comes under planning, scheduling brings the timing element of the production schedule. It optimizes the operation sequence on the allocated resources and thus, ensures the creation and execution of the most efficient production schedule.
Objectives/ Purpose of Operations Scheduling
Scheduling is the planning of operations on a daily basis that specifies details related to which job will be done by which work center, the starting and end of an operation or a job, the equipment on which the operation should be done, and who will be responsible for doing, the sequence of job operations on different machines or work centers.
Below are the main objectives or purpose of scheduling:

Maximizing Utilization of Resources
Poor or inadequate resource utilization results in high costs for a manufacturing organization. The reason for this can be a poor schedule that is responsible for leaving machines in an idle state for a longer duration.
Reduction of Manufacturing Time
It is possible to reduce the overall manufacturing or production time if a proper schedule is made because it will be possible to perform various operations for product development on a need basis. So, there will be a shorter start and finish time as the time consumed between different operations will be less.
Minimizing Inventory
A shorter production time is related to less work-in-progress inventory items waiting on resource availability. Moreover, if the starting of production is according to its completion just before it is required to be shipped out, fewer inventories will be there to hold on.
Labor Efficiency Optimization
An idle operations schedule is aimed at minimizing the setup time on machines. Also, the efficiency of workers increases once they are aware of the items they are supposed to produce in the next sequence and flow of material.
Improvement in Service Level
Both workers and other employees serving customers are benefitted from an efficient operations schedule. By schedule details, it is possible to find out the duration of completion of products and this facilitates employees to provide a more accurate lead time to customers. Also, customers can be notified in advance if any disruption occurs that may delay products.
Enhancing profits and Outcome
An efficient schedule helps in increasing the number of products that have the capability to be produced. This results in reduced production costs because of the optimum utilization of all available resources. This overall results in increasing profits and on-time delivery.
Factors that Affect Scheduling

Through scheduling, the planning phase of production planning and control is finalized. Below are the factors that create an impact on scheduling and are considered before making a scheduling plan.
External Factors
These factors are those factors over which an organization’s management has no control. These are enforced by the forces that are outside the organization.
These factors include the demand of the customer, Delivery dates of Customers, and Inventories of Dealers and Retailers. These factors are elaborated below in detail:
Demand for Customer
The sales forecasting department estimates this demand. Scheduling depends on the expected sales forecasting of particular products in the process of continuous production.
Delivery Dates of Customer
In a manufacturing concern where there is a mass or continuous production with demand at a seasonal level, the scheduling should be done to generate a balanced production in the whole year by minimizing inventory stock with a constant production. If the demand is seasonal and production is intermittent, then adjustments can be done by providing delivery of consumer orders on delivery dates that are agreeable.
Inventories of Dealers and Retailers
This situation occurs in the continuous production of standardized goods. Generally, the stock is maintained at a certain level by dealers and retailers. The basis of scheduling in such a case should be the position of stock with dealers and retailers.
Internal Factors
There should be a manipulation of factors that are in direct control of management and this manipulation should be done in such a way that goals of production can be obtained in the most effective and economic way.
Internal factors include the following factors:
Inventory of Finished Goods
In the case of made to stock production, there is a need to adjust operations scheduling to the inventory of finished goods with the dealers. Scheduling should be performed by considering the fluctuations in the stock holding.
Process Intervals
These are the time intervals included in processing finished goods from raw material and from every assembly.
Availability of Equipment and Machines
Varying production capacities are there for different equipment and machines. Also, through machine load charts, the occupancy scheduling can be made for these machines and equipment.
Manpower Availability
The availability of the manpower should be considered while doing scheduling. To adjust the production rush, from the hiring of a temporary worker to overtime working should be considered.
Availability of Materials
The production flow may get hampered due to stock out circumstances. To ensure continuous production, scheduling should be facilitated by maintaining proper stock levels.
Manufacturing Facilities
To facilitate the scheduling function, manufacturing facilities such as material handling services, power requirements, storekeeping, and other related services should be given in appropriate quantities. This also helps in the smooth flow of production.
Economic Production Runs
Both set up cost and the carrying cost are equalized under economic production.
Scheduling Activity under Production Planning and Control (PPC)

Below scheduling activities are covered under PPC:
Routing
Routing or planning activity determines the best possible route to manufacture a product. A plant’s workflow is defined through routing and also, other activities such as the type of work, place to perform the work, and way to do that are also determined by routing. For each job, route sheets are made.
Scheduling
Scheduling includes determining the sequence of processing jobs that will be carried out at each work center. It also establishes the start and the end time of these jobs.
Dispatch
Through dispatch, production to commerce is allowed by material and work order supply.
Follow up
This includes monitoring progress and making corrections for the purpose of minimizing deviations.
Scheduling Strategies

Different organizations have different scheduling strategies as it is based on the production quantity, type, and size of production, organization’s policy, priorities, etc. These strategies are mostly related to job shop production because more problem arises in the case of the same plant carries the production of more than one product. Classifications include detailed scheduling, cumulative scheduling, cumulative-detailed scheduling, and priority decision rules.
Detailed Scheduling
Detailed scheduling is done for ensuring the completion of the orders processed to the job floor by the due date. To achieve this, different shop floor resources such as material, machine, tools, and people are allocated in a detailed way. The process is completed once the order has been closed by completing it.
Cumulative Scheduling
The pooling of customer orders is done for making a cumulative workload and further, the task of matching with the capacity is performed. The allocation of the work is done further by ensuring the allocation of immediate periods to maximum capacity.
Cumulative-detailed Combination
Both previous strategies of the organization and work load’s flexible nature are combined in this. Capacity can be planned by making projections of cumulative workload as required.
Priority Decision Rules
The matter of prioritizing arises at the time of execution of a set of orders. These priority decision rules are guidelines for scheduling utilized independently or in collaboration with any one of the above strategies.
Scheduling Guidelines
Below are the guidelines for scheduling:
Realistic schedule: There should be a realistic approach to scheduling rather than an idealistic one while considering all the practical possibilities.
Allowing adequate time for operations: Appropriate and enough time should be permitted for production.
Adequate time allocation from starting to the end of operations: This includes allowing sufficient time for queuing and transit of WIP (work in progress).
Not to release all available jobs to the shop: The capacity is overloaded if all the available jobs are released once they are received. Also, it results in an increase in the lead time and excess of WIP inventory.
Only selected work centers to be loaded: Only those work centers should be selected for operations that are fit.
Allowing required changes: The schedule should be flexible enough to cope up with required changes and any changes in the products.
Scheduling Approaches
Two types of approaches are there to scheduling i.e. forward scheduling and backward scheduling. These are utilized to maintain the lead time for manufacturing at a minimum level and also, to ensure the supply of the products to customers as soon as possible.
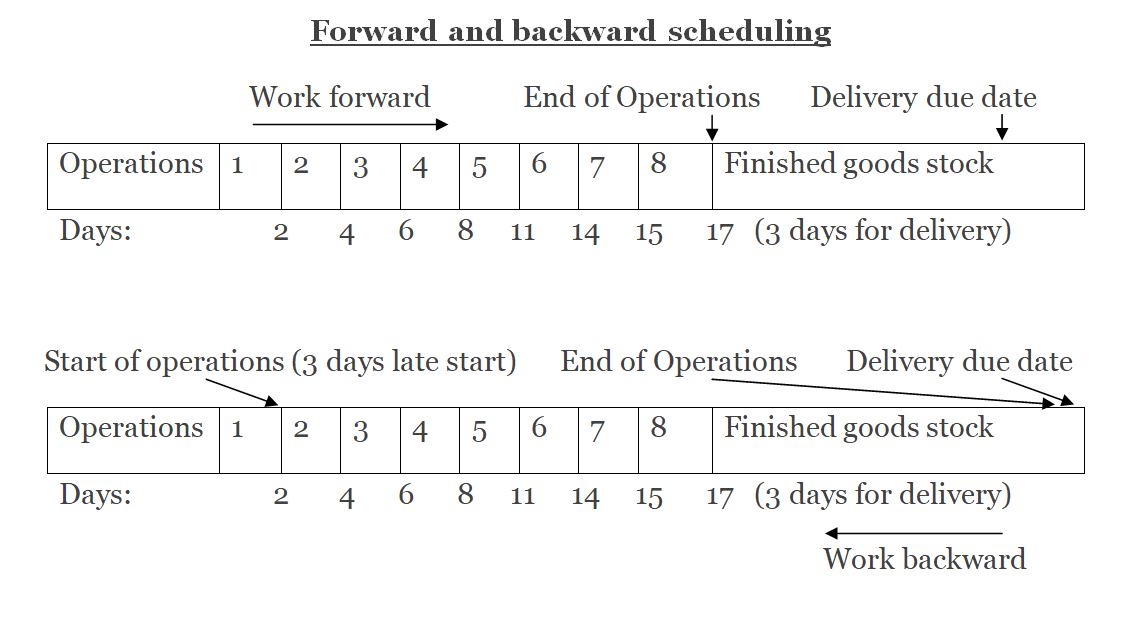
Forward Scheduling
This approach includes processing the customer orders on an immediate basis once they are received despite their due dates are quite far. A planned order release date is selected by the scheduler in the forward scheduling.
Backward Scheduling
This scheduling starts with a planned receipt date or due date. It moves backward in time based on the required processing time. In this approach, the processing of customer orders is done quite late for the purpose of completing and delivering the orders on exact due dates. To determine the starting time of the processing job, the total days required for processing are set back from the date of completion.
For example, if it takes 20 days to process all processes of a component, the execution of the forward and backward scheduling can be done as mentioned below:
The methodology of Scheduling (Quantitative)
Different types of methodologies and scheduling are used in production. Methods are used based on different factors such as products, industry type, organization, and sophistication level in the production. Scheduling methodology can be categorized into priority decision rules and charts and boards.
Charts and Boards
These include Gantt load chart, Schedule boards, Gantt progress chart, and Computer graphics.
Above charts and boards are briefly discussed below:
Gantt Load Chart
This chart depicts the total cumulative workload allotted to each work center in a manufacturing plant. Gantt load chart is a graph that shows the estimated total and individual workload related to each work center on a specific time scale.
Gantt chart Benefits
- It is easy to understand the total workload represented graphically in the chart as it is clear and simple.
- It indicates that more resources are required in the situation when much more load is there at a single work center. If the work centers are overloaded, employees working on low-load work centers may be transferred to these high-load work centers on a temporary basis.
Gantt chart limitations
- These charts don’t include disruptions and delays that occur during work at work centers.
- There is no information related to the due date related requirements of each job.
- There is a need for updating chat periodically for new jobs.
Gantt schedule and Progress chart
This chart shows each job’s scheduled starting and finishing dates. It also reveals the present status of each job.
Schedule boards
Staff working on the shop floor is required to be familiar with the information related to the way they are processing production-based components and a simple schedule board can be used to reflect this in the production shops. The progress department updates the content of schedule boards on daily basis. These boards include simple bar graphs and the actual status of products or components are represented on these graphs.
Computer Graphics
Mechanical charts and boards have been replaced by computer graphics. Production planning and control department is able to keep track of n number of items with the help of computers and also, the schedule can be revised through these computer graphics.
Priority Decision Rules
Priority decision rules are considered the systematic procedures through which priorities are assigned to jobs on a waiting list, and sequence is determined to process jobs. The main criteria through which rules are applied include set up costs, in-process inventory, average total jobs waiting in a queue, idle time related to labor and machine, the average time required to complete a job, etc.
Classifications of priority decision rules
This includes below priority decision rules:
- Single-criteria rules
- Combined criteria rules or rule of Johnson
- Critical ratio scheduling
- Index method of scheduling
- Critical path method
The above rules are elaborated below:
Single-criteria Rules
In this, an important and single criterion is considered while assigning different jobs to the production division. These criteria consist of:
FCFS (First come first served): Means the job enters or arrives first at a work center is considered and processed by scheduling first.
EDD (Earliest due date): This includes selecting that job first which has the earliest due date.
Least slack available for production: The waiting job, that has the least slack time is given priority. To calculate slack time, the difference between the left time in completion of the job and the time length of its operation is determined. For instance, if 5 days are required to complete a job and the remaining time is 7 days, then the difference of 2 days would be considered as slack.
Shortest processing time: This includes processing that job first in which the least of shortest time is required.
Longest processing time: Consists of processing that job first in which the longest time is required.
Preferred customer order: This includes giving priority to those orders that are received from favorite customers.
Random selection: The selection of jobs is on a random basis.
The below example shows the practical aspect of using priority rules for scheduling. Different methods of production planning and control (PPC) are also explained in this. The below table includes the processing time (in days) and the due date (in days):

Based on the above data, we will determine the following:
1. The job sequence as per the shortest processing time
2. The total completion time
3. Each day’s average number of jobs in the system
4. Job sequencing through a short processing time
5. Average lateness
Let’s determine the above points one by one as per the below calculations:
1. In the above table, the sequence of jobs is ABCDE; whereas, the sequence of jobs according to the shortest processing or flow time is ADECB.

2. Total completion time will be equal to total processing days i.e. 73 days.
3. Each day’s average number of jobs running in the system at a time is equal to (total cumulative processing or flow time in the sequence) / (total process days needed). In this, at the time of processing of first job A, rest jobs i.e. B, C, D, E are in waiting for their turn. In the same way, once the first job is completed, the processing of the second job B will start, and the rest three jobs C, D, E are waiting. This elimination of jobs in the queue will continue until all five jobs are processed and completed. So, the average total jobs in the system on daily basis would be calculated as under:
[(5*7) + (4*20) + (3*18) + (2*12) + (1*16)] / (73)
=2.86 jobs in the system per day.
4. Job sequencing through a short processing time can be done by putting the processing time in ascending order in the above table. The ascending order will come as ADECB. This is shown in the below table:

The average mean or flow time is equal to the total cumulative processing or flow time (in days) / Total number of sequences= 187/5= 37.4 days.
This reveals that it takes 37.4 days are the average job in production.
5. Average job lateness will be equal to cumulative late (in days) of sequences
= (0+2+24+42+56) / 5 = 24.8 days. As the value of A is (-2) in lateness, it means that job A is produced 2 days earlier. So, the lateness would be zero.
Combined Criteria Rules or Rule of Johnson
The rule of Johnson is utilized in determining the sequence of order that is required to process a series of jobs on pre-defined machines. This sequencing is based on the aggregate time that is required to finish all the jobs and it should be kept at a minimum. This rule is a procedure to minimize the total cycle time required to schedule a group of jobs on two work centers. There are two main benefits to sequence such a group of jobs for minimizing the time i.e.
- The minimum time is involved in the completion of a group of jobs
- It maximizes the use of two station flow shop
Johnson’s rule can be adopted by following the below steps:
- Listing of the time of processing or operation from “n” jobs on the two different machines or work centers.
- Scanning of all the times related to processing or operation for the “n” jobs on both work centers or machines and selecting the processing or operation having the shortest time in any of the work centers.
- In case, the shortest processing time is related to a job on the first machine or work center, that job will be placed first in the sequence. The job will be placed last in the sequence if the shortest processing time is for a job at the second work center or machine.
- In the next step, the job assigned will be removed from further consideration. In other words, both times will be crossed off for the assigned job.
- Repetition of 2, 3, and 4 steps until the process of assigning all jobs into the sequence is completed.
For example, two machines are occupied to work for six jobs that are required to be produced and the time for two operations on these two machines are given in the below table for all the six jobs. These jobs will put in a sequence for scheduling through Johnson’s rule and the best sequence to schedule these jobs will be determined.

Now, we will apply Johnson’s rule on the above machines by following the below steps:
1. At first, the shortest processing time will be taken among all the above processing time irrespective of the machine. In the above table, the shortest time is 6 hours on machine B and job 6. So, this job will be placed in last (as late as possible).

2. The next shortest time is 7 hours on machine A and for job 4. So, this job will be placed as early as possible.

3. Now, both the 1st and 5th jobs contain the same next shortest time i.e. 8 hours. So, we will select anyone first. Among the remaining jobs, job 1 will be placed as early as possible.

4. In the above step 3, the 5th job also has the same shortest time of 8 hours, so, it will be placed as late as possible among the pending slots.

5. The next shortest time is 9 hours on machine B and for job 4. It will be placed as early as possible among the remaining jobs.

6. The remaining job of 2 will be placed in the vacant slot as shown below:

So, through the above analysis; sequence 4, 1, 3, 2, 5, 6 is considered the best sequence for scheduling jobs.
Critical Ratio Scheduling
This includes establishing and maintaining priority among different jobs. If the critical ratio is more than one, the completion of the job is ahead of schedule. If the critical ratio is equal to unity, it means that there is a need for watching the job closely. Less than unity indicates the need for adopting special measures to finish the job on the due date. For each job, critical ratio quantity is calculated and the priority is given to the jobs that have lower critical ratios and are processed first.
Critical Ratio= Time left for a job’s due date/ Time required to finish the job
For example, there are four jobs in the below table and include due dates, operation time, remaining operations (in numbers), and shop remaining time. The critical ratio schedule will be calculated as under:

As the critical ratio is calculated by dividing due days of the remaining time and remaining shop time, so, first reading would be 15/10= 1.5. Similar calculations are done for other jobs i.e. 2, 3, and 4. The readings of the critical ratio are filled in the respective column. The sequence is arranged by putting the lowest critical ratio first and then following the ascending order. So, the job loading sequence is 4,3,2,1.
Index Method of Scheduling
This includes assigning a job to the best machine until its capacity is consumed totally. After this, the rest jobs are transferred to the next available best machine. In the index method of scheduling, until and unless all the jobs are fully loaded as per capacity, assigning the jobs to the best work center continues.
For example, the index method is used to sort out the below problem of shop loading:

The indices are shown in the following table. The days corresponding to an assigned job are underlined with bold letters. This predicts each work center’s minimum number of days.

Indices are based on:
Job A contains minimum processing time in work station 3 i.e. 10 days, and so, the index of this one is 1. The processing times of 12, 11, and 14 days at work centers 1, 2, and 4 respectively are divided by 10 to depict indices. The same process is continued for all jobs i.e. B, C, D, and E, and their indices are shown in the column.
Jobs are assigned further to work centers as per the index equal to 1 and shown as below:

Critical Path Method
This method is utilized to schedule unique and big projects that include complicated relationships between different activities. This method includes drawing the network of work centers and processing routes in graphical form. The critical path is identified by drafting PERT/CPM charts.
Scheduling in Services
The scheduling followed in manufacturing is different from the scheduling used in services. These differences create an impact directly on the scheduling. These differences include the following:
- Inventories can’t be created by service operations for the purpose of providing a buffer for uncertainties related to demand.
- The accurate prediction of the demand in service operations is not possible.
- Certain distortions may occur in scheduling due to considering the demand for service as an unplanned event.
- It is a challenge and a bit crucial sometimes to provide the desired manpower and skills to meet the sudden demand in scheduling a service-related activity.
Scheduling Demand of Customers
Generally, the capacity of the service center is fixed, but its demand will keep changing. Moreover, it is difficult to forecast the demand for service activities in advance and certain problems may arise in scheduling such varying demand. It is required for the scheduler to adopt systems so that timely service can be provided and the capacity can be utilized to its maximum extent.
Generally, a scheduler uses three methods in services i.e. Backlogs, Reservations, and Appointments.
Backlogs
In order to plan better capacity, service centers make a provision for allowing backlogs. Priority rules can be used to identify the order for the next processing. The general rule is FCFS (first come first served).
Reservations
Generally, the advance reservations are there in case of services provided by different service industries such as travels, hospitals, etc. A reservation system is considered if the customers look for need-based service facilities.
Appointments
This includes specifying the customer with the service time. This also includes the benefits of customized service and high capacity utilization. For instance, surgery in hospitals or appointments with doctors, etc. requires planning of service activities for customers.