
The product manufacturing industry and service industry require a particular area or place to perform its operations and arrange different physical facilities such as equipment, machine. Apart from this, space is utilized to keep a stock of different tools, raw materials, accessories, support services such as vehicle parking facility, healthcare, customer interaction, restroom, food court.
Layout
To meet the above different needs of a production unit, a particular space is determined and further, the allocation of different movements and activities is done by dividing the space accordingly. Arranging the space in such a way is termed as “layout” that generally resembles a floor plan and covers additional details as well.
So, we can say, that layout is all about arranging different physical facilities that are linked to various activities of customer service, production, support system, and other related activities. It consists of arranging workstations in physical form, inventory storage, material-handling space, utility places, and other spaces that are required for the smooth running of production and its operations. The layout or plant layout ensures the efficient utilization of manpower, material, energy, and equipment. This helps in achieving the desired results of the production.
Layout Planning
Making decisions related to the physical arrangement of all available resources in the production system that occupies space in the range of a facility; is called layout planning. Different resources can be a work desk or a work station, the whole office or a person, or a department. This type of layout planning decision is taken at the time of designing a new facility or any changes in the resources such as the movement of any machine, the addition of a new worker. Layout planning may also carry out at the time of facility expansion or at the time of reducing the space.
Objectives of Layout
Plant layout is mainly aimed at increasing productivity and employee satisfaction by maximizing production and keeping the production cost at a minimum level. The planning of layout should be flexible so that it can be changed based on the new processes and techniques of production. The layout should be designed in such a way that it can fulfill the needs of all related stakeholders of the production systems such as managers, workers, supervisors. So, plant layout has the following objectives:
- Achieving economies of scale in managing raw materials, goods i.e. both under work-in-progress and finished goods.
- Reducing the time engaged in work-in-process
- Utilizing the available space in the most effective and optimum way
- Minimizing any hurdles in different processes of production.
- Introducing production control system
- Ensuring the better quality of products at a reduced cost to customers
- Boosting the morale of workers and ensuring their loyalty
- Reducing the probability of accidents
- Providing the sufficient storage and facilities of packing
- Determining the future expansion possibilities of the plant
- Providing a layout that allows achieving competitive costs
- Providing overall satisfaction level to all stakeholders
- Minimizing and controlling the internal transportation between different operations in an efficient way
- Avoiding the investment of capital that is not necessary
- Facilitating effective labor utilization
- Ensuring the sufficient lighting system and ventilation at different places of work stations
Classification of Facilities or Layout
A manufacturing company consists of the following major facilities:
Facilities related to production
This includes facilities such as assembly, painting, workshops, machine shop, tool room, inspection, and testing.
Staff utilities
This consists of facilities such as the canteen, restroom, healthcare, parking space for vehicles, etc.
Support facilities
Includes facilities of the service center, storage, administrative, reception area, library, etc.
Additional facilities
Facilities related to the board room, training room, conference hall, customer service desk or counter, etc. come under additional facilities.
The service industry also has almost similar types of facilities that are used for different service activities. For example, in hospitals, the layout includes
- Waiting hall
- Inquiries counters or help desks
- Cafeteria or canteen
- Parking facility for visitors and hospital staff
- Medicine counters
- Security check areas
- Offices for administrative services
- Restrooms
- Wards for patients
- Operation theatres, etc.
The basis for Types of Layouts
Layout types are usually selected based on the below aspects
Product Type
This is considered one of the main elements while determining types of layout because different areas are required for different products as per the type of processes and other supporting functions. For instance, the layout of the manufacturing plant of a toy manufacturing company will be smaller in comparison to the layout of the manufacturing unit of a cloth manufacturing company.
Production Volume
The requirements of space are directly corresponding to the production volume.
Types of Production Processes
The requirement of areas of operations of different sizes depends on different types of production processes. For example, the process of assembling the different components of a car requires comparatively a much larger space than the area required for the process of assembling different parts of a computer.
Why Layout decisions are important?
Facility layout decisions are important for obtaining the maximum effectiveness of the process of production and satisfying the requirements of employees.
Apart from the above, below are the three main reasons due to which layout decisions are considered important for an organization:
- Essential investments in terms of money and effort are required for these decisions
- Long-term commitments are involved in these
- These decisions leave a remarkable effect on short-term operations in terms of cost and efficiency
Importance of Layout Decisions from Strategic Point of View
Layout decisions are also important from a strategic aspect as it develops the competitive priorities of an organization related to its processes, cost, customer contact, flexibility, capacity. Through effective layout planning, a company is able to make different strategic decisions related to low-cost advantage, product or service differentiation, etc.
Nature of Layout Issues or Problems
There are mainly two types of problems associated with facility layout i.e. problem of static facility layout and dynamic facility layout problem. Determining the physical arrangement of equipment and machinery of production under an available facility is considered a static layout facility problem. Under this approach, the movements of materials among different work centers as well as the product demand are static or fixed or remain unchanged during the planning stage. Whereas, in the case of a dynamic facility layout problem, the flow of materials among work centers, keep changing during the planning phase.
Under the above two problem categories, below layout problems take place:
To plan a whole new plant or facility
The layout problem includes the arrangement of all the facilities as a single integrated system. It’s more challenging in the case of new product development or moving to a new place. So, usually, a team of specialists handles this.
Expansion plan or shifting to an existing plant
In this problem, there is a limiting factor due to the pre-existence of buildings and services. The problem here is moving the manpower, products, and facilities of an existing company to a new plant that already exists with a basic layout. This demands shifting to improved practices or methods of planning from the existing old practices.
Rearrangement of the current layout
This problem occurs while using the improved and new methods, plans, equipment at the existing facility. This problem generally comes when there are changes in production style or introducing new equipment to modern technology.
Minute changes in existing layouts
This problem exists due to different reasons such as operating condition changes, sales volume increase, change in the design of some parts, introducing new equipment, adding the new products of a similar type, or inspection changes. This ultimately calls for adjustments in different aspects such as workplaces, manpower, and placing material. These types of adjustments are considered the most common types of layout problems.
Layout Redesigning
Below are a few reasons that represent the requirement and necessity of redesigning an existing layout:
- Making changes in the design or process of the product without required layout changes
- The building is not suitable as per the requirement
- A decline in production in a particular area
- Idle time and delays that can’t be explained
- Installing supporting equipment without taking consideration of link with the existing or current flow pattern
- Hurdles related to stock control
- Movement of material by a lot of people
- Production bottlenecks
- A huge temporary storage
- Hurdles in the flow of materials
- Troubles in scheduling
- Idle equipment and people
- A great amount of time being used in the process
- Hazards for safety or accident
- Introducing new products or services
Manufacturing Facility Layout
In order to obtain the desired output level, the layout designed to fulfill the purpose of manufacturing; has to focus mainly on the easy and smooth types of operations. Also, a variety of output and expansions need to be considered equally. Apart from this, different issues related to safety, productivity, and quality are treated with the utmost importance for ensuring the superior quality of the expected output.
So, in the layout development process for operations of manufacturing, the below mention factors are considered:
- The capacity required per time period basis of the layout facility
- The required machines in terms of quantity, size, and sequence
- Technology factors related to the productive processes
- Precautions in terms of safety, provisions for healthcare facilities, comfort requirements, accommodation needs of employees
- Constraints of building and its size
- The growth trends of an organization
- Different characteristics of the material such as size, weight, shape, fragility, etc.
Layout Types
There are mainly four types of layouts suitable for manufacturing units such as:
- Process layout
- Fixed-position layout
- Product layout
- Group technology or Cellular layout
We have thoroughly explained each Layout type in a separate article here:
https://studiousguy.com/types-of-layout/
Systematic Layout Planning
According to Systematic layout planning as mentioned by Muther, R. (1984), the plant layout design consists of the below four levels:
Site layout: It indicates the way a plant building should be placed.
Detailed layout: Indicates how different machines and workstations will be arranged in different departments.
Block layout: This specifies the size and locations of various departments in the plant building.
Workstation layout: Depicts workstation’s each part’s location.
While designing a new plant layout, two types of approaches or methods are considered. The first approach or method includes identifying the functional areas that are to be located through a closeness rating. In the second approach, the focal point is the total distance traveled, and to minimize it by people or by materials, different departments are organized.
As per the systematic layout planning concept of Richard Muther, below are the steps that can be considered to develop new layouts by a manufacturing concern:
- Plot the relationships through a chart
- Establish requirements related to space
- Activity relationships diagram
- Draw relationships related to space
- Evaluation of alternative arrangements
- Detailing the layout plan that is selected
Below are the main three fundamentals on which every layout is based
Relationships: This is considered the desired relative degree of closeness between different things.
Space: This includes the shape, type, configuration, or quantity of the things that are being laid out.
Adjustments: This includes arranging things in a realistic way.
The above three fundamentals are always considered the main elements of any type of layout planning project, irrespective of its size, processes, and products.
Systematic Layout Planning Process
According to the Systematic layout planning, the first step of the layout planning process is to collect Input data and activities.
SYSTEMATIC LAYOUT PLANNING
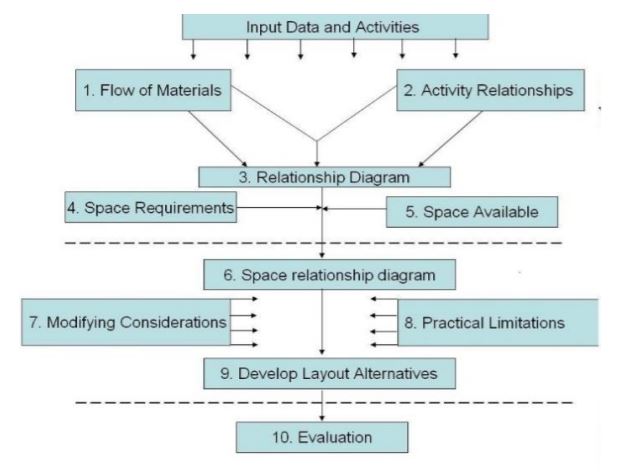
Input Data and Activities
This includes collecting data related to the present setup and information on different subdivisions that are involved in the process. Different variables in this step include:
Product (P): This consists of types of products that will be produced within the department.
Quantity (Q): Includes each part’s volume i.e. how much to produce.
Routing ( R ): The sequence of operations that will be carried out for each type of part.
Services (S): Different support services or additional utilities are also planned and integrated such as inspection areas, locker rooms, and others.
Timing (T): This includes the time period when the products will be produced and the types of machines to be used during this time period.
Flow of Materials
This is considered the most significant step in layout planning. A progressive flow can be obtained around the involved areas by layout planning near to the sequence of material moves. To determine the material flow, it is required to chart the flow process i.e. between raw material stores and production line, and between dispatch of finished goods and finished goods store.
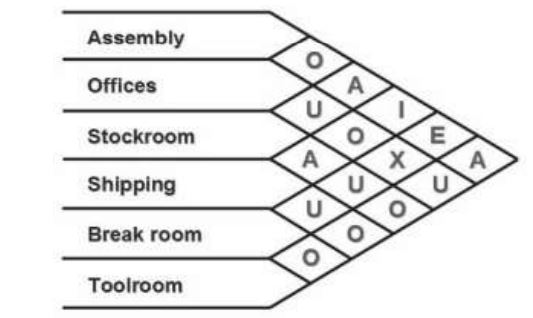
Activity Relationship Chart
This stage includes identifying relationships among different product lines. The activity relationship chart is there to tabulate relationships.
To make decisions regarding the relationship ranking that each department has with other departments, the conventional ranking method is used.
Space Requirements
Once the relationships between different processes are defined, further space requirements are determined that are required for each process. To develop these, process machinery and required equipment are analyzed. There must be a balance between area requirements and available space. Then the formation of the space relationship diagram thereby takes place by placing the area that is allotted for each activity on the activity relationship diagram.
Below is the criterion on which the closeness among different pairs of departments is based:
- Same facilities of equipment are used by departments
- Same records or personnel is shares among departments
- The sequence of workflow is common in different departments
- Communication is easy
- The same type of work performed
- Also, in case of unpleasant conditions, this closeness is avoided.
- A letter code is used to express the closeness rating and further it gets changed into a number form for simplifying the calculations.
For example, the below letter code indicates the degree of closeness among two departments that are considered a pair:
A – Absolutely necessary
E – Very important
I – Important
O – Ordinary important or okay
U – Unimportant
X – Undesirable
The below diagram shows the closeness ratings through a special chart termed as REL chart
Evaluation of Plant Layouts
Once a layout is prepared, then there is a need for evaluation of its efficiency to know how effective it is. No single measure is suitable alone for this and several measures may be considered for evaluation of layouts.
There are mainly two types of techniques i.e. Systematic and Optimizing.
The systematic technique includes an organized approach through which the best layout can be selected. Wherein, through optimization techniques, the best solution can be determined.
Common evaluation methods are listed as under
- Cost comparison
- Space evaluation
- Productivity evaluation
There is a common technique through which product flow can be measured i.e. the material handling. The tool is termed as a travel chart or matrix of load-distance. This helps in new layout design and layout valuation. A travel chart depicts the number of items or total material to be transport or the number of manpower that will move between different departments. To figure out the corresponding distance, the load is multiplied by the distance that is traveled. This is further considered a measurement for layout evaluation. This also supports identifying busy routes.
Travel Chart

In the above diagram, elements placed in the diagonal form will be zero. It indicates that between the same departments, no movement is there. For instance, zero units are transported from A to A. The values that are placed above the diagonal show the forward direction movement, wherein, the values placed below the diagonal depict the possibility of backtracking.
The travel chart uses numbers or units that show material handling quantity like frequency of trips, pallet loads on daily basis, etc. Further different layouts are evaluated to determine the total load times, the distance involved in each layout. After this, the results are summarized.
Assembly Line Balancing
Assembly line is considered arranging facilities in a special way that is generally along a u-shaped or a straight line. This arrangement is there to manufacture finished goods or assemblies. The starting point of the assembly is in a skeleton form at one side and different work stations are there through which it passes. In between this process, different operations are handled and components are included. Further, the final assembly is the output after transferring through different successive stages. The arrangement of the assembly line is in such a way that it is possible to manufacture products in a certain quantity over a specific period of time. To support fast operations, the movement of assembly is at a certain speed.
Line Balancing Concept
A simple line that is made for assembly purposes, includes a number of workstations. It also includes a product’s total work content and is defined according to the total time is allotted among workstations in equal form. For instance, let’s say five operations are there at A, B, C, D, and E. Each of them can depict a workstation or there is a combination of more than one operation at one workstation. In such a simple line, visualizing the flow and doing work allocation is easier. Below diagram shows the flow of a simple line that indicates the workstations:
Simple Line Flow

The main objective of assembly line balancing is to distribute the work in available workstations in the equal form in order to make sure that workstations are equipped with loads evenly up to a maximum extent. This is considered balancing. In the absence of such balance, there is a great chance of arising of inefficiency up to a specific amount because there will be more load on a few workstations as compared to others and it is expected that all workstations process an equal number of items as per the given time period. Moreover, in case the work is unequal at different workstations, then it will result in the distribution of work in an unequal form and it will also form a queue of different items. So, for ensuring a smooth flow, the same time is allotted to all the workstations to process the items. There is a constant rate at which the whole line moves between workstations on a power-driven or a manual conveyor.
The given time to each workstation in order to complete the given work is termed as service time and each workstation has available time which is considered cycle time. This is generally longer as compared to service time. The cycle time consists of productive, non-productive time, and idle time (if any). Non-productive time consists of movement time, inspection, and handling time.
There are “zoning” constraints that may influence the work allocation to a workstation. There are two ways for its occurrence i.e. positive zoning and negative zoning. The constraint of positive zoning requires the clubbing of specific operations due to the sharing of certain resources. Wherein, the negative zoning expects the clubbing of certain operations due to conflict situations. It is quite difficult or not possible to obtain a perfect line balance due to these constraints and so, a balancing loss or decay of a certain amount is likely to happen. So, balance delay is considered the time difference between the service time and cycle time.
The objectives of line balancing are as under:
- Minimizing balancing delay or idle time
- Minimizing the work stations
- Even distribution of balancing delay among workstations
Calculations of Line Balancing
Line balancing can be calculated by different calculations. These calculations are stated as under:
Cycle time C= 1/r
C stands for cycle time per unit (in hours), r stands for desired output rate per hour (in units)
Theoretical workstations (minimum number):
![]()

For example, there is an assembly line that operates eight hours in total on daily basis and the desired output per day is 240 units. Below table shows task times and relationships among predecessors:
Task Time and Immediate Predecessor Table

Now we have to draw the precedence diagram and from that, we will find the cycle time. The line will be balanced by using the rule of “longest task time”. Further, efficiency and balance delay will be calculated.
Step 1: To draw the precedence diagram

The cycle time would be
= daily production time / daily required output
Production time (per day) = 8 hours per day or 3600 seconds per hours i.e. 28,800 seconds for 8 hours
Output needed (per day) = 240 units
So, cycle time = 28,800/240= 120 seconds per unit.
Step 2: Once the precedence diagram is there, the next step is related to assigning different tasks to workstations. For this, the theoretical workstations (minimum number) will be calculated first using the below formula:
Minimum workstations (in numbers) = total time for tasks / cycle time
= 420/ 120 = 3.5 or 4 (rounded off as workstations can’t be in friction value)
Step 3: Next step is to use the above total number of workstations for assigning tasks by maintaining the precedence relationships. Also, total task time can’t be more than the cycle time in each workstation.
To start with the first workstation, the task time of task A is 60 seconds and it can be merged with the task where the total time is not more than 120 seconds.
A+B= 60+70= 130 (Not feasible as more than 120)
A+C= 60+30= 90 (feasible)
A+D= 60+40 = 100 (feasible)
Among the above two combinations of feasible tasks i.e. A+C, and A+D; A+D is chosen by following the rule of the longest task time.
Step 4: Similarly, the assignment of other tasks takes place and the line is balanced accordingly. Below table shows the final allotment of tasks among the four workstations:
Task Allocation to the Workstations
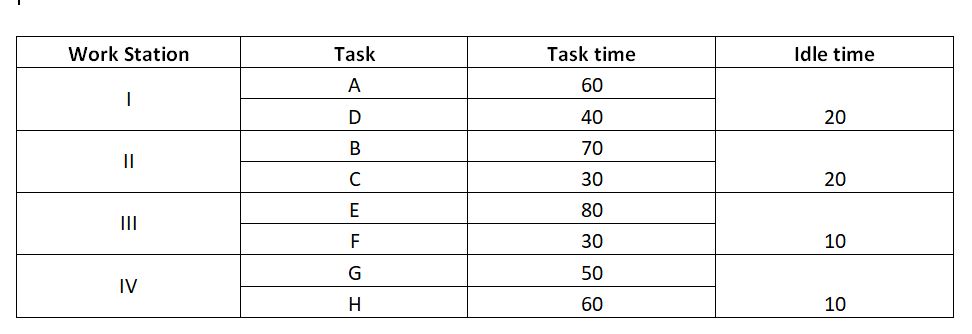
In the below precedence diagram, workstations are marked.

The efficiency would be:
=T/ Na C = 420/ 4 (120) = 87.5%
Balance delay = 1- Efficiency
= 1- 87.5% = 12.5 %
Material Handling
Generally, in a manufacturing firm, there is a movement of the flow of materials in different forms through the layout because the materials move through different processing types. Typically, materials in a manufacturing concern are categorized as raw material, work-in-progress or semi-finished goods, and finished goods. It is a common practice that these materials move between workstations in manual form or through power-driven equipment. Even the materials are monitored and controlled from a remote position as well. So, the layout planning should consider the required material handling and movements. The layout should provide the required convenience and space for the people so that they can handle materials. Also, consideration should be given to the speed and safety of the movement of materials. Moreover, there should be sufficient space among different workstations for the purpose of temporary storage. As space is a big concern, so material handling is required to be done in a limited area with a critical focus on efficiency and safety concerns. Further, due to advanced technology, different types of material handling equipment are present in the market and so, these should be selected wisely by taking care of reasonable returns and low capital investment.
Types of Material Handling Equipment and their Selection
Below are the different types of equipment that facilitate the layout planning process efficiently
Horizontal Travel
These are in the passageway. Worker acts as a picker who picks the product by riding a vehicle and puts the product or items in the vehicle or cart. He/ she can also use a conveyor to place the product. Storage systems such as Shelves, Gravity flow racks, Pallet racks, Storage drawers can be used.
Part to Picker
This is considered a mechanized system. Trays or bins are carried to the person picking through the storage device. Part to picker receives instructions through picker by a remote control device and acts accordingly. The system can be accessed through more than one picker as well.
Person Abroad
In this system, the picker is on a vehicle’s platform. Both upward and horizontal movement is possible along the passageway.
Workplace Equipment
A workbench can be used to keep the product or item and to pick up. Items can be kept and picked up by carts too.
Special Equipment
Special equipment is there for high space efficiency such as Rotary racks, items on a conveyor belt, Moveable shelves, Mobile shuttles.