
We come across several mixtures in our daily life. Sometimes, when they are valuable not as mixtures but as individual components, we employ several methods of separation to single out the beneficial ones. For instance, to clean the dirty water, we can use the filtration method to separate the solid impurities. In the case of liquid impurities, however, filtration is incapable of purification as the significant difference between the particle size of the impurities and the solution is not much. Nonetheless, there is another physical property that can assist in the separation process, i.e., the boiling point. Distillation is a process by which we can separate a mixture of two or more liquids based on differences in their boiling points; however, simple distillation is incapable of significant purification if the difference among the boiling points of the comprising components is less than 25 ºC. For such cases, we can modify the simple distillation to fractional distillation by adding a fractionating column to the apparatus.
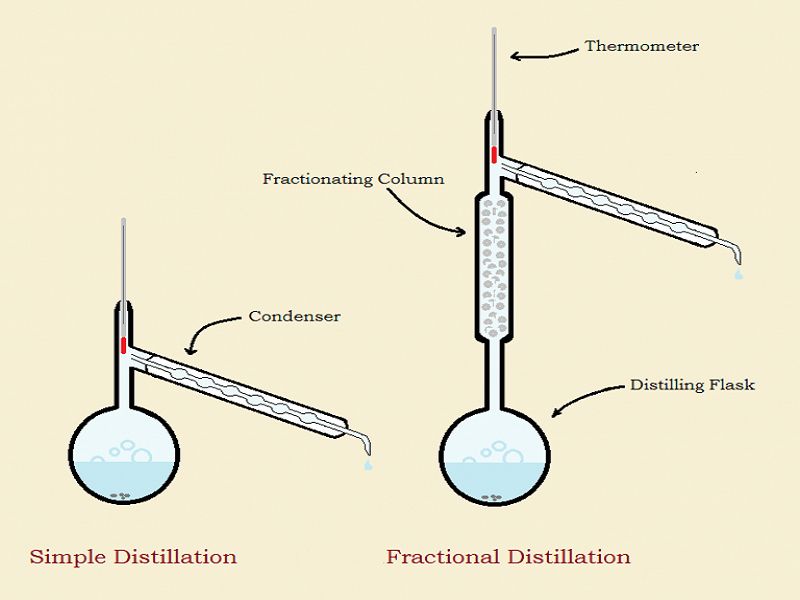
In fractional distillation, vapors from the distilling flask are passed along the fractionating column, where plastic and glass trays improve the separation process by providing more surface area for condensation and evaporation. As the vapors rise in the fractionating column, at a certain height, components with high boiling points condense in-between the columns and return to the mixture, whereas the components with lower boiling points pass through the columns and are collected at the top. Fractional distillation also saves the loss of time and efficiency that one can encounter during multiple simple redistillations. In theory, adding more trays or plates inside the fractionating column can improve the purification process, but this can also increase the time required for separation. There are several industrial applications of fractional distillations that provide us with various products that we use in our daily lives. Let’ take a look at few examples of fractional distillation in our everyday life.
1. Oil Refining
If you ever have the chance of visiting an oil refinery, you can witness one of the most technologically advanced fractionating columns present on our planet. The fuel that powers our vehicle’s engine is found deep down beneath the earth’s surface and sea-beds as crude oil, also known as petroleum. It is a naturally occurring yellowish black liquid that is composed of hydrocarbon deposits and other organic materials. These components can have several applications, but not when they are mixed. The complex mixture of hydrocarbons in crude oil can be separated into fractions by the technique of fractional distillation. In the refinery, the crude oil is fed to a furnace burning at the temperature of around 650 K. The vapors emerging from the furnace are then fed to a 25-100m high fractionating column, where different fractions condense at certain temperature ranges. When the rising vapor reaches a tray whose temperature is below the boiling point of the vapor, it partially condenses. As some of the vapor condenses to a liquid, the dissipated latent heat then heats more liquid, and the more volatile components in the liquid evaporate joining the remaining vapor and passing up the tower. The less volatile liquid flows across the tray and down a pipe to the tray below. From hot to cold (largest hydrocarbons to smallest), the order of fractions is residue (used to make bitumen), fuel oil, diesel, kerosene, naphtha, gasoline, and refinery gas.

2. Alcohol Manufacturing
Alcohol has been an important part of human culture for ages, with the earliest known evidence dating back to 9000 years ago. In fact, some human DNA studies suggest that our ancestors developed the ability to metabolize ethanol (only consumable alcohol) around 10 million years ago, long before we were even humans. From soft alcoholic beverages like beers and wines to hard alcohols like whiskey and vodka, alcohol comes in many flavors and can be found almost anywhere around the world. The basic step of making alcohol is fermentation- the process of breaking down sugars into ethanol and carbon dioxide. The carbon dioxide gas is often allowed to escape from the solution. Levels of alcohol above 18 or 19% are usually toxic to the yeast and lead to the death of the cells. Further increase in the alcohol content of the liquid is done by distillation. In fact, distilled spirits are all alcoholic beverages in which the concentration of ethyl alcohol has been increased above that of the original fermented mixture by distillation. The principle of alcoholic distillation is based upon the different boiling points of alcohol (78.5 °C, or 173.3 °F) and water (100 °C, or 212 °F). When a liquid containing ethyl alcohol is heated to a temperature above 78.5 °C but below 100 °C and the vapor coming off the liquid is condensed, the condensate will have a higher alcohol concentration or strength. Fractional distillation can further concentrate the alcohol, resulting in a stronger liquor with up to 80% v/v alcohol.
3. Air Separation
Air is a mixture made up of approximately 78% nitrogen, 21% oxygen, 0.93% argon, 0.378% carbon dioxide, and other trace gases, including water vapor and other noble gases. Most of these gases have several commercial and industrial values for which they can be extracted directly from the air by the process of liquefaction followed by fractional distillation. The process starts with ambient air filtration, in which the air goes through a filter that removes any dust particles. The filtered air is then compressed approximately up to six bars for liquefication. During compression, most of the water vapors present in the air are condensed out. The remaining water vapors are removed along with carbon dioxide when the air passes through a mesh of molecular sieves. This is done to avoid the formation of ice and dry ice during liquefaction. The purified air is then passed through a heat exchanger that includes a network of pipes carrying liquid nitrogen. The cold, compressed air is then allowed to expand rapidly, thus cooling even further to -200 °C, where most of the air is liquefied. The liquified air is then passed to a fractional distillation tower which primarily contains three distilling columns. The separation of the liquified air is based on the different boiling points of its components. After the liquefied air enters the first distillation column, the temperature is gently raised to -176 °C, which causes nitrogen to evaporate and escape the fractionating tower. Similarly, when the desired level of purity is reached, the gases can also be taken out of the fractionating column and can either be supplied to the consumer directly in the gas form or temporarily stored in the tank in liquid form.
4. Perfume Manufacturing
The scents from nature have long been part of human attire, but have you ever wondered how these scents from flowers and plants end up in spray bottles? The whole process is known by the name fragrance extraction in the industrial sectors. It refers to the separation process of aromatic compounds from raw materials, using methods such as distillation, solvent extraction, expression, sieving, or enfleurage. The results of the extracts are either essential oils, absolutes, and other concretes. Raw essential oils are extracted from various plants such as mint, clove, tea tree, and patchouli. The main role of fractional distillation in the fragrance industry is to process the essential oils into isolates and aroma chemicals with a high degree of purity. Through the use of a fractionating column, different fractions distilled from a material can be selectively excluded to manipulate the scent of the final product.
5. In the Manufacturing of High-Purity Silicon Semiconductors
Silicon is one of the most abundant semiconductor elements present in the world. It is found in rocks, sand, clays, and soils, combined with either oxygen as silicon dioxide or with oxygen and other elements as silicates. On the industrial scale, the lowest quality of silicon is metallurgical grade silicon (MGS). The source material for making MGS is quartzite (rock of pure silicon oxides). During the production, the silicon is purified by removing the oxides. It is achieved by moving the quartzite into a furnace where it is melted using an electrode. The quartzite is heated up to the temperature of 1900 °C and then gets mixed with carbon so that the oxygen leaves the furnace as carbon monoxide. The molten silicon is then drawn from the furnace and then purified further. The powder of MSG is exposed in the reactor with HCl at elevated temp and in the presence of a catalyst. The silicon reacts with HCl and forms trichlorosilane {SiHCl}_{3}. The TCS is liquefied and then passed through a fractional distillation tower where the impurities are removed based on their boiling point. This polycrystalline material is subsequently employed as a starting point for the production of single-crystal materials, which are eventually processed into semiconductor wafers. Because small levels of some contaminants have such a strong influence on the electric properties of semiconductors, the bulk raw material must be extremely pure (> 99.99 percent).
6. Pharmaceutical Industry

The pharmaceutical industry also relies on fractional distillation to a very great extent. In the formulation of active pharmaceutical ingredients, solvent swap or solvent exchange plays a very important role. A solvent swap is performed to remove the original solvent that is used in an earlier processing step and to replace it with a more suitable solvent in the next processing step. It is achieved by fractional distillation. The swap solvent is mixed with the original solvent mixture and then loaded to the fractionating column. The original solvent is distilled off and can be collected at the top of the fractionating column, whereas the swap solvent along with the active pharmaceutical ingredient is collected at the bottom. Solvent swap processes can be made more efficient by reducing the amount of solvent used and reducing energy consumption while keeping the same level of purification. This can be accomplished by monitoring solvent concentrations in real-time during the swap. Fractional distillation is used in pharmacy for a variety of purposes, including the separation of alkanes, the production of pharma-grade alcoholic solutions, and even the breakdown of cannabis for its oil and enhancement of THC concentration.